+7 (903) 779-21-87
многоканальный
Кромкооблицовочный станок CEHISA SYSTEM 4P б.у. предназначен для облицовки прямолинейных заготовок кромочным материалом ПВХ, АБС, натуральным шпоном, полосовым кромочным материалом (рейкой из массива древесины)
Комплектация включает в себя, узел предварительной фрезеровки заготовки, устройство автоматической подачи кромочного материала и предварительной торцевой обрезки (пневматические ножницы), фрезерный узел чистовой обработки торцов, фрезерный узел для снятия свесов по пласти с регулировкой угла наклона фрез, узел циклёвки, узел полировки кромки заготовки.
| Максимальная толщина кромочного материала, мм: — рулон — рейка |
0,4 — 3,0 до 8 |
| Минимальная длина заготовки, мм | 120 |
| Минимальная ширина заготовки, мм | 75 |
| Толщина заготовки, мм | 10 — 55 |
| Скорость подачи заготовки, м/мин | 9-14 |
| Общая мощность, кВт | 11,3 |
| Габариты, мм | 4650x1800x1400 |
| Вес, кг | 1470 |
|
|
Кромкооблицовочный станок CEHISA SYSTEM 4P б.у. описание:
На кромкооблицовочный станок CEHISA SYSTEM 4P установлены узлы
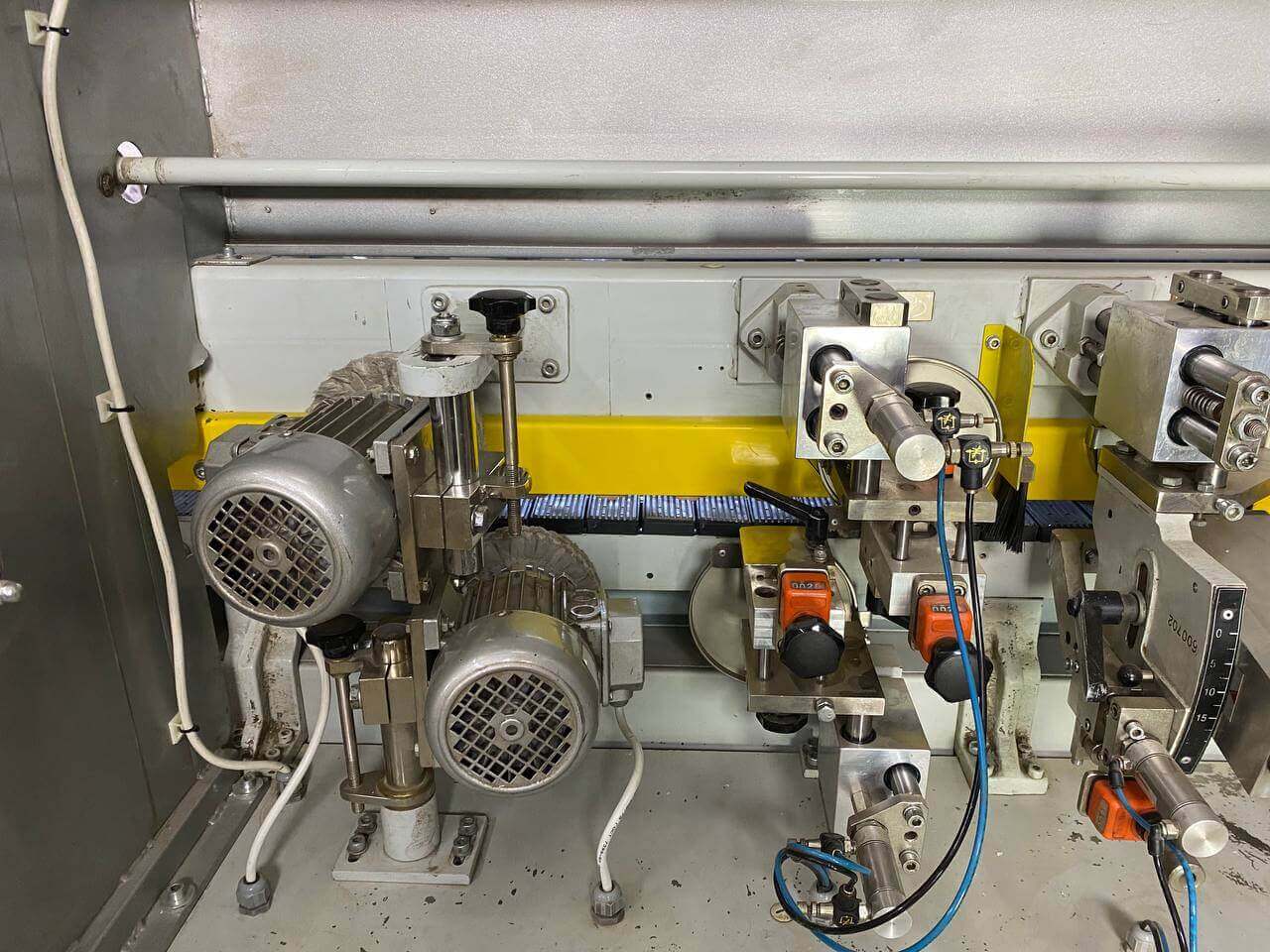
Два электродвигателя по 1,5 кВт, пневматическое управление горизонтальным положением фрез, макс. толщина заготовки 50 мм (опция до 65мм. Предназначен для устранения мелких сколов после пакетного раскроя ДСП, “ступеньки” от подрезной пилы. Обеспечивает идеальное прилегание к заготовке кромочного материала, обеспечивает тонкий клеевой шов. Оснащается алмазными фрезами
Узел клеенанесения М5 (M5-FR), клеенаносящее устройство М5 (M5-FR) включает в себя: Клеенаносящий механизм Клеенаносящее устройство Дозировка количества наносимого клея Регулирование толщины клеевого слоя на клеенаносящем валике осуществляется с помощью регулировочной ручки. При повороте по часовой стрелке количество клея уменьшается при повороте по часовой против часовой стрелки количество клея увеличивается уровень клея в резервуаре для правильной работы уровень клея не должен перекрывать окно доступа во внутренний резервуар. Если это произойдет, образующаяся пленка перегоревшего клея попадет на поверхность клеевого вала, что приводит к отсутствию или недостатку клея на торце детали, и соответственно к браку на конечном изделии. так же недопустимо малое количество клея, т.к. он будет пережигаться, терять свои свойства, и возможно образование жжёного клея, исполняющего роль теплоизолятора, между нагретыми стенками клеевой ванны и клеем, в связи с чем, увеличится время разогрева. Наладка правильного нанесения клея если, после наладки и проверки результатов работы, проделанной в соответствии с рекомендациями содержащимися в предыдущих пунктах, дозировка клея оказывается неравномерной, например, на верхней части торца панели остаются участки, не покрытые клеем, то в первую очередь следует проверить, произведен ли раскрой панели под прямым углом между пастью и торцом, и что подрезной диск не сделал чрезмерный вырез (ступеньку) в панели. если сбой вызван не этими причинами, необходимо отвернуть крепежные винты клеевого бачка и наклонить устройство вперед, если клей не наносится в верхней части, или назад, если клей не наносится в нижней части, т.е. добиться, чтобы положение клеенаносящего валика было параллельным торцу панели.
Примечание: Замена нагревательных элементов. для того чтобы заменить нагревательные элементы, необходимо: отсоединить кабель клеенаносящего устройства от разъема. снять стол. снять крышки и асбестовые прокладки снять и заменить электронагревательные элементы сборка производится в обратном порядке. Клеевой бачок «M5» после извлечения бачка становятся доступными как нижняя, так и передняя крышка, за которой крепятся нагревательные элементы (№ 32,33,34).после снятия крышек канала кабельного ввода и асбестовых прокладок мы получаем доступ к нагревательным элементам
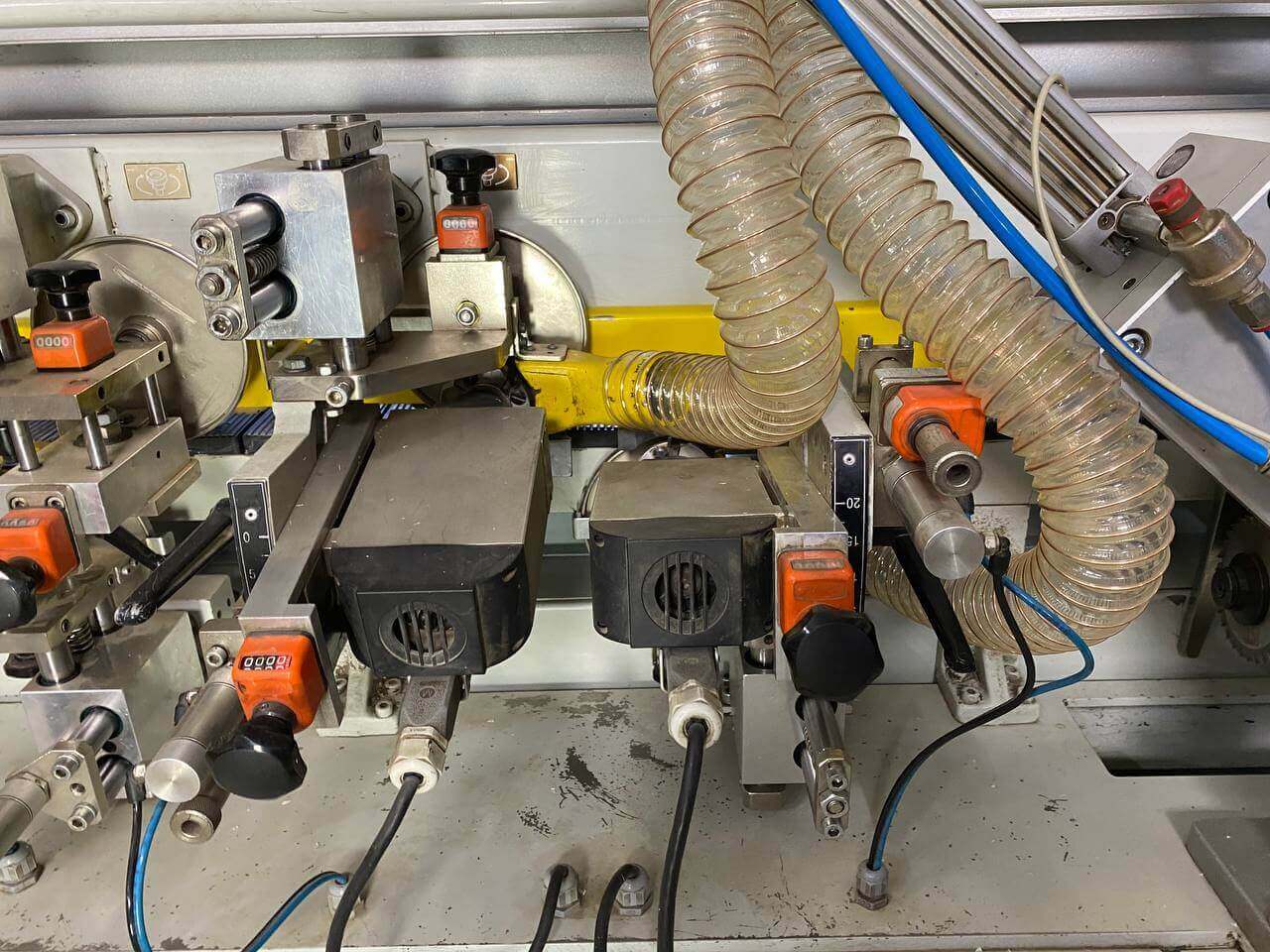
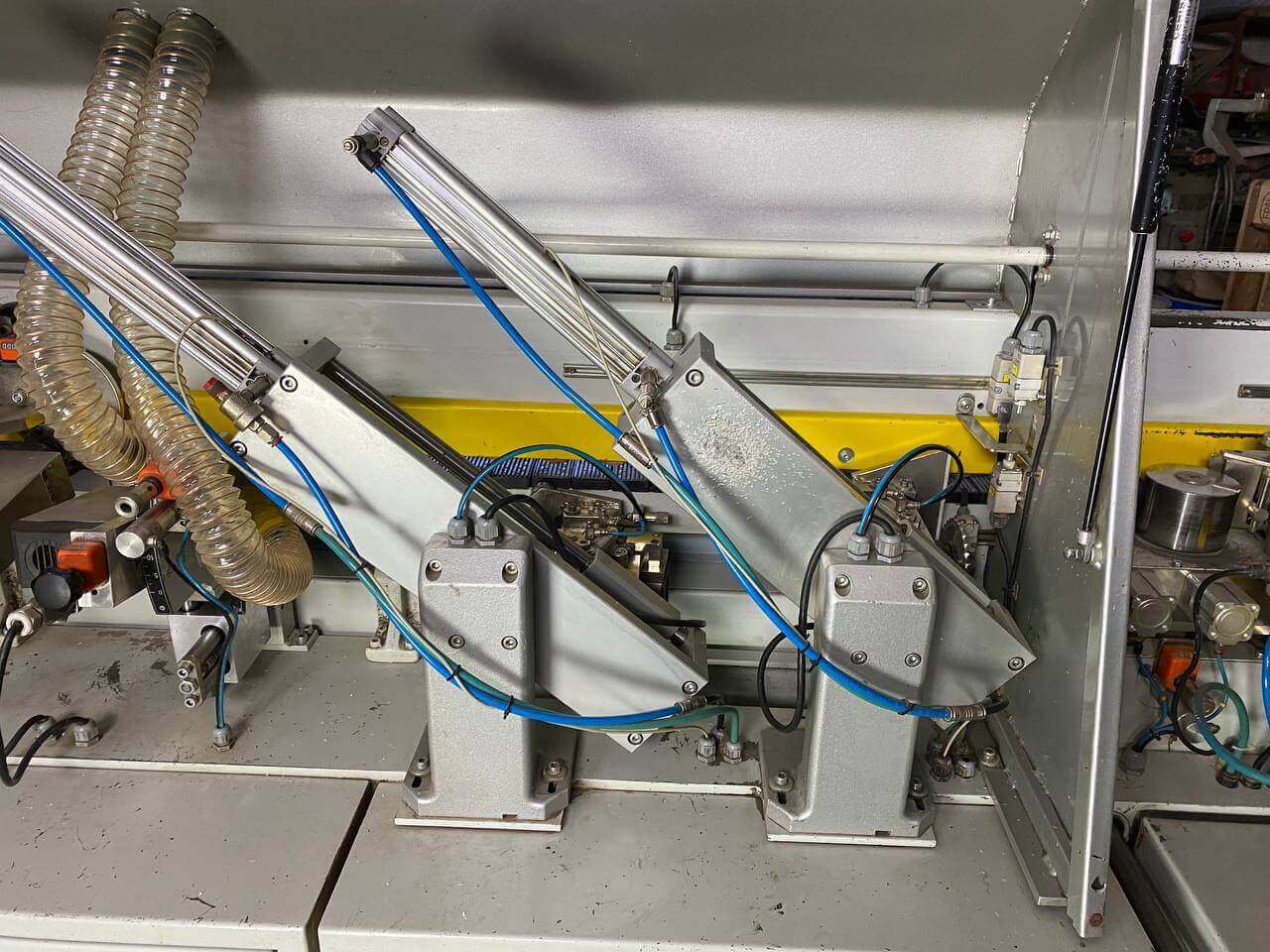
Устанавливается на станки CEHISA серии SISTEM 300. Состоит из двух независимых узлов обработки переднего и заднего свесов с пневмоцилиндрами 300 и 250 мм. Каждый из них оснащен высокочастотном 0,35 кВт, 12 000 об/мин 200 Герц электродвигателем на которые, через фланцы крепится дисковые фрезы диаметром 110 мм. и копирами для точной регулировки. С пневматическим наклоном узлов (0 º - 10 º), управление с пульта.
Устанавливается на станки серии RAPID. Состоит из двух высокочастотных 200 Герц электродвигателей мощностью 0,55 к Ватт 12000 об/мин. Электродвигатели устанавливаются на систему точно позиционирование с возможностью регулировки вертикальный, горизонтальный плоскости и регулировкой угла наклона до 20° градусов. На узел устанавливаются:
В систему позиционирования каждого двигателя входят вертикальный дисковый копир и плоский горизонтальный. Узлы оснащены патрубками и шлангами под аспирацию (для удаления стружки).
Узел предназначен для чистовой обработки фрезерованных радиусов на ПВХ на кромках толщиной 2 - 3 мм. Узел убирает шероховатости после фрезерования. Оснащен дисковыми вертикальными и плоскими горизонтальными копирами с независимой регулировкой и системой самоочистки. Оснащается твёрдосплавными ножами
Устанавливается на станки Cehisa Состоит из двух асинхронных электродвигателей и кронштейнов для точной установки по высоте и углу поворота к обрабатываемой заготовке. На электродвигателе устанавливаются полировальные круги по одной или две штуки наружным диаметром 150 миллиметров различной жесткости для полировки шероховатостей после фрезеровки узлами снятие свесов кромочного материала по пласти. Состоит из двух независимых наклонных двигателей. Скорость вращения 1500 об./мин