+7 (903) 779-21-87
многоканальный





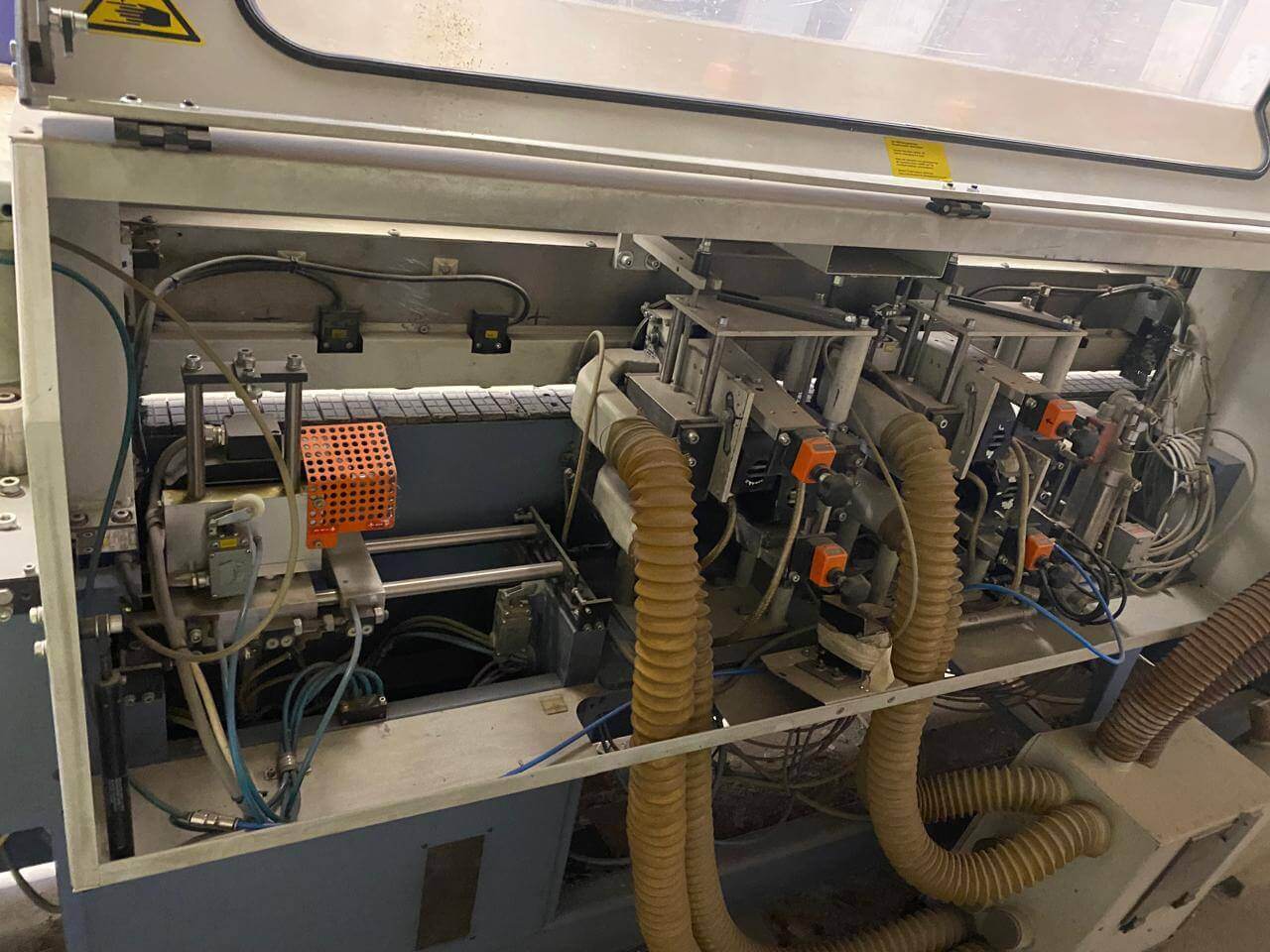
Кромкооблицовочный станок HEBROCK AKV 3005 DK представляет собой компактный станок с нижним расположением транспортёрной ленты и верхней прижимной балкой, оснащенной обрезиненными роликами. Предназначен для приклеивания кромочного материала на прямые заготовки с нанесением клея-расплава на кромки заготовок.
Кромкооблицовочный станок HEBROCK AKV 3005 DK представляет собой компактный станок с нижним расположением транспортёрной ленты и верхней прижимной балкой, оснащенной обрезиненными роликами. Предназначен для приклеивания кромочного материала на прямые заготовки с нанесением клея-расплава на кромки заготовок.
Узел предназначен для окончательной очистки поступающего воздуха от влаги и пыли. Станок желательно эксплуатировать с винтовыми компрессорами имеющими систему осушения воздуха. Устанавливается на станки Hebrock серии AKV 3000. Состоит из пелевлагоуловителя с системой сброса конденсата. Редуктора для установки рабочего давления воздуха 6,5 атм, и манометра.
Слив конденсата происходит в результате открывания резьбовой пробки сливного отверстия в отстойнике фильтра. Слив конденсационной влаги происходит под давлением. Очистка фильтрующего картриджа (во избежание падения поломки станка) а) закройте питание сжатым воздухом. b) Поверните отстойник фильтра 45° (штырьковый затвор) и потяните его вниз. c) Открутите опорную пружину или потяните ее вниз соответственно. d) Промойте сменный фильтрующий элемент с помощью трихлораэтилена, минерального масла или керосина, а затем высушите элемент, продувая его в направлении изнутри наружу. e) Отстойник фильтра не должен соприкасаться с трихлороэтиленом, и т.д., его разрешается чистить только мыльной водой!
Узел предназначен для предварительной обрезки кромочного материала от рулона. Обрезка осуществляется при помощи пневмоножниц (гильотины) при помощи пневмоцилиндра с припуском, примерно 10мм.
Состоит из нагревательного элемента расположенного вдоль торца заготовки до узла клеенанесения. Узел предназначен для предварительного прогрева заготовки в случаях недостаточной температуры в помещении и т.д.
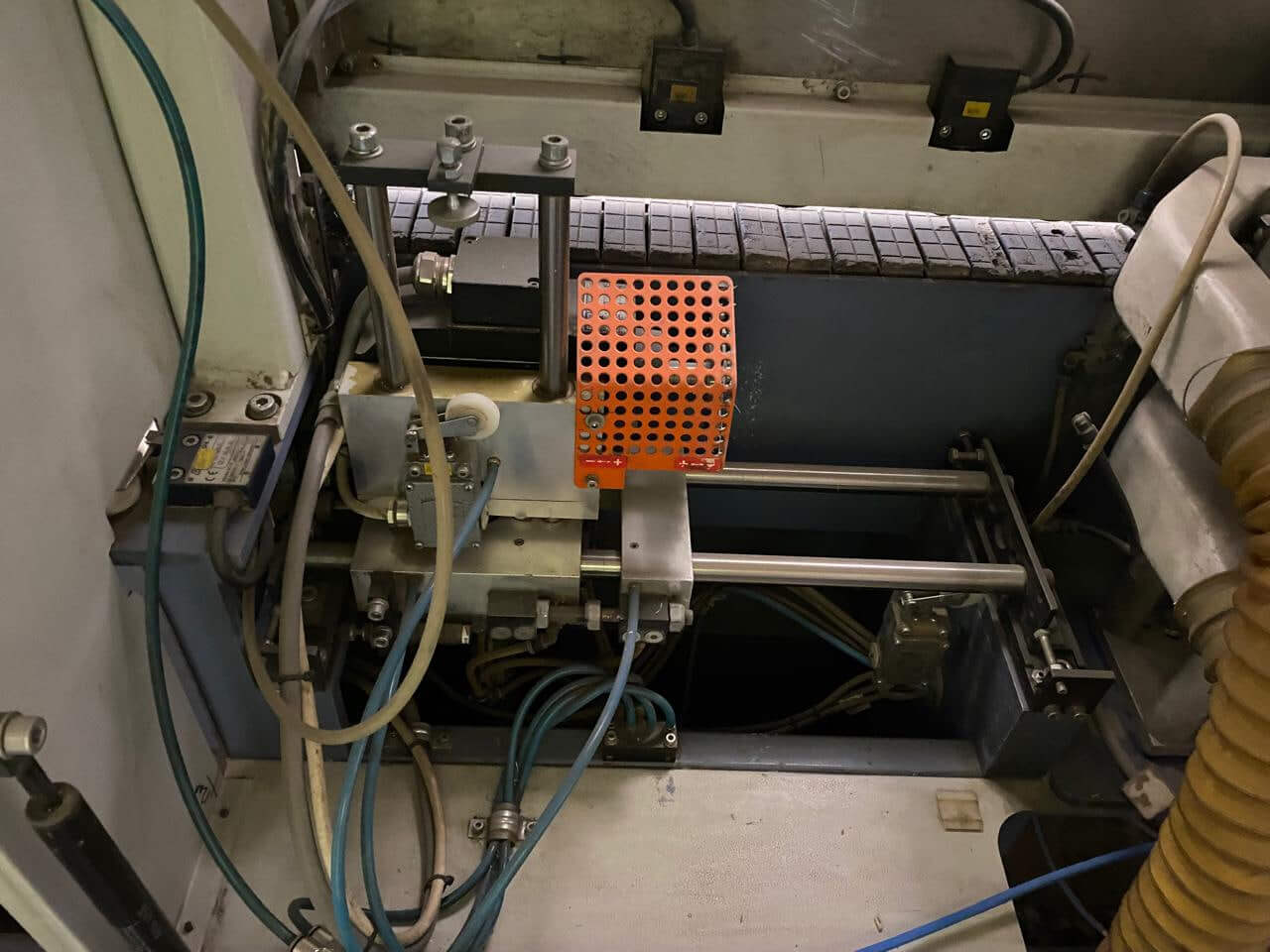
Узел предварительной фрезеровки предназначен для устранения сколов на заготовках (ламинате), после распиловки на станках с функцией пакетного раскроя, форматно-раскроечных центрах, и для устранения «ступеньки» после раскроя на форматно-раскроечных станках. Оптимально, узел предварительной фрезеровки торца заготовки настраивается на глубину фрезерования торца заготовки 0,4 мм. Максимальная глубина фрезерования до 2 мм.
Состоит из двух высокочастотных электродвигателей по 2.2 кВт левого и правого вращения. На электродвигатели устанавливаются алмазные двухзаходные фрезы с напайками из поликристаллического диаманта (ПКД) производства Hebrock, высотой режущей части 45 мм.
Предварительное фрезерование применяется для работы с ламинированными панелями (ДСП, МДФ и т.п.) для чистовой обработки края детали перед приклеиванием кромки. Детали должны быть распилены ровно, с перпендикулярными краями и с небольшим припуском. Если заготовка не ровная , то часть детали может быть не обработана. Внимание: Станок поставляется с алмазным инструментом
Технические характеристики. Мощность двигателя 2 x 2,2 кВт Частота 200 Гц Скорость ок. 12.000 об/мин. Максимальная глубина фрезерования 2 мм. Аспирация ø 60 мм. Инструмент 1 вращается по часовой стрелке, инструмент 2 вращается против часовой стрелки
После включения функции предварительного фрезерования двигатели достигают номинальной скорости приблизительно через 5 секунд, и фреза №2 переходит в рабочее положение. Фрезерные двигатели выключаются и выключается за счет пневмоцилиндров. После выключения агрегата двигатели останавливаются в течении 10 сек
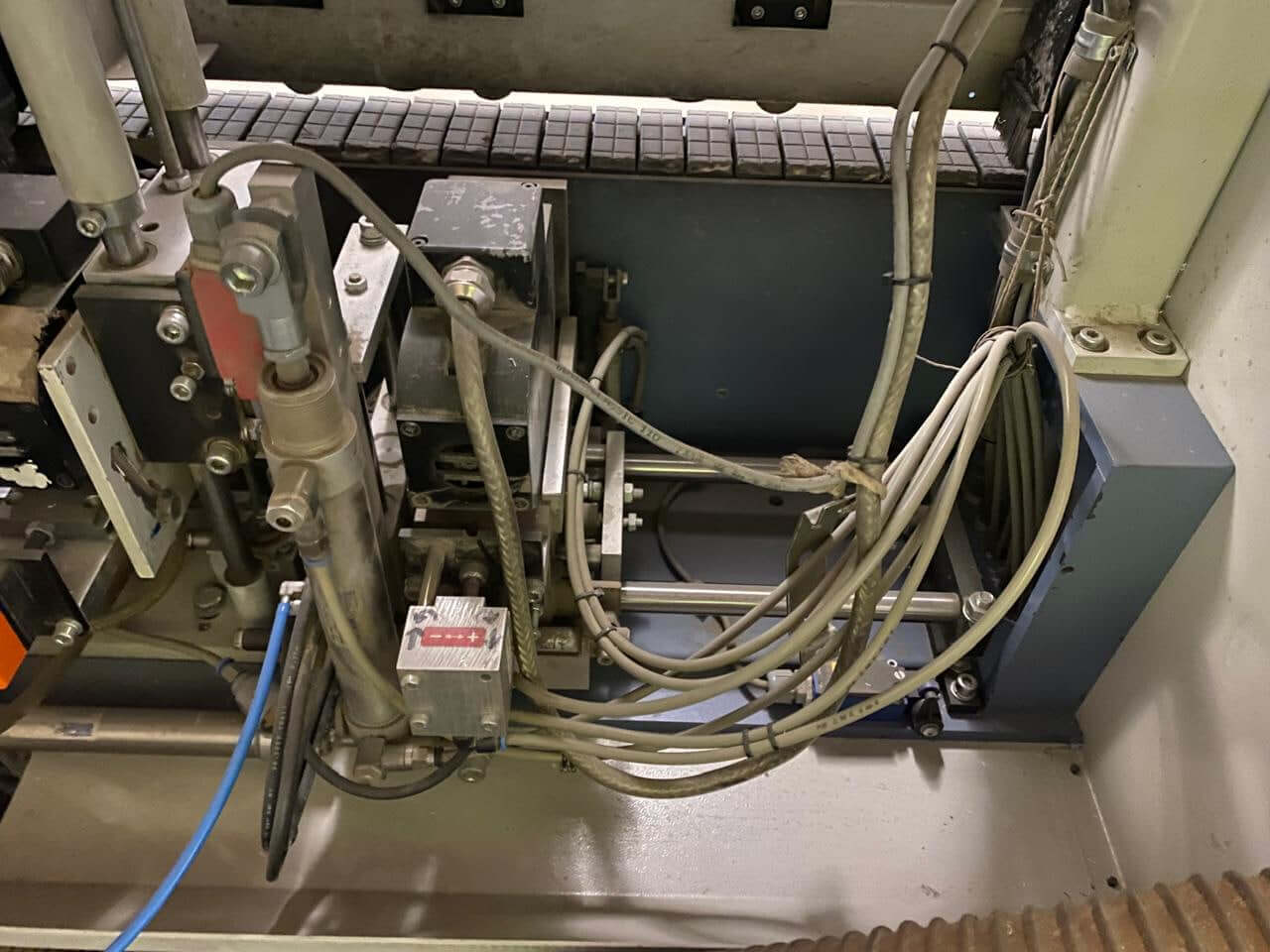
Быстросъёмная клеевая ванна с верхним расположением клеевого бачка предназначена для разогрева клея-расплава с его последующим нанесением на торец заготовки высотой до 80 мм. Кардан (карданное сочленение) Hebrock используется для передачи усилия от мотора-редуктора к клее наносящему валу.
Устанавливается на Кромкооблицовочный станок HEBROCK AKV 3005 DK. Быстросъёмная клеевая ванна с верхним расположением клеевого бачка. Быстросъёмная клеевая ванна предназначена для нанесения клея-расплава на торец заготовки высотой до 80 мм. Клеевая ванна имеет возможность её быстрого снятия со станка, для её очистки от нагара остатков перегоревшего клея расплава.
Клеевая ванна установлена на подвижных упорах на вращающейся оси. Под воздействием системы подпружинивания, ход клеевого вала должен быть, не менее на 1мм, во избежание недостаточного нанесения клея расплава
Ванна нагревается с помощью четырех нагревательных вставных элементов с общей мощностью 4,5 кВт. Клей расплав, находящийся в ванне, под действием образующейся температуры переходит в жидкое состояние и поступает на клеевой вал для нанесения клея. Клеевой вал наносит клей-расплав на торец заготовки. Шторки служат также для запирания нагревательной ванны, чтобы при остановке ролика предотвратить вытекания клея открытие и закрытие происходит при помощи пневмоцилиндра. Температура клея регулируется с помощью прецизионного бесступенчатого электронного температурного регулятора в пределах фиксированного диапазона от 0 до 220°С. При этом, регулятор температуры клея, препятствует включению привода клеевого вала при температуре ниже 170°С. Термопара находится под клеевой ванной. Обязательно необходимо защищать провод термопары от перегибов.При коротких перерывах в работе достаточно опустить температуру клея должна примерно до 110°С.
Предназначен для точного снятия свесов кромочного материала ПВХ, АБС толщиной от 0,4 до 3 мм натурального шпона и рейки из массива древесины до 4мм по торцу заготовки.
Устанавливается на станки Hebrock серии AKV 3000. Узел торцевой обрезки (фрезеровки) кромочного материала по торцу заготовки. Узел предназначен для точного снятия свесов кромочного материала по торцу заготовки. Состоит из системы перемещения эл. двигателя по круглым направляющими и системы его точного позиционирования по трём осям. Оснащён высокочастотным двигателем 250 Гц. С частотой вращения 18 000 об/мин. На эл. двигатель устанавливается фреза.
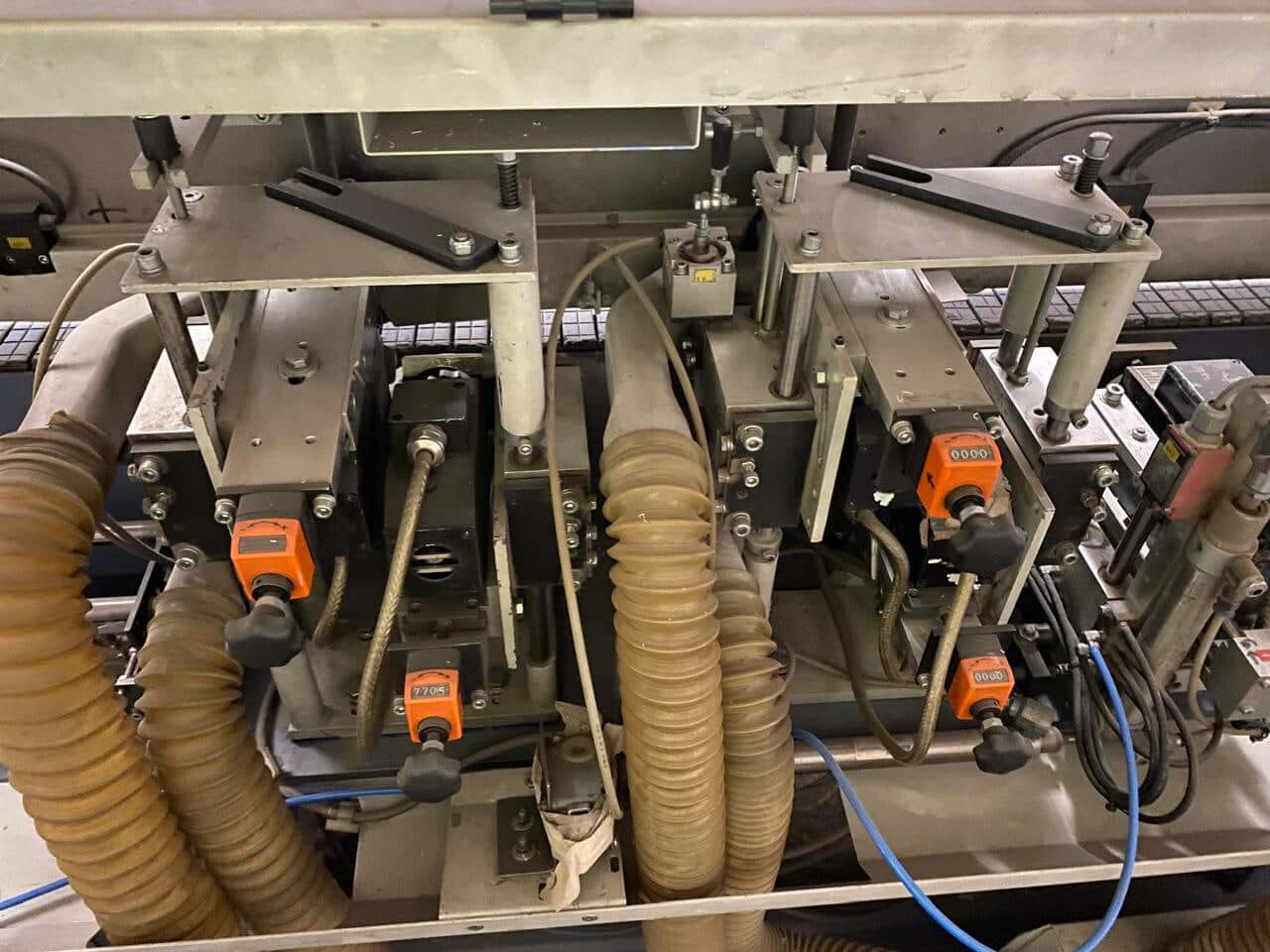
Узел снятия свесов по пласти предназначен для чистового снятия свесов по пласти на кромках ПВХ, АБС толщиной 0,4мм. прямыми фрезами со сменными пластинами.
Устанавливается на станки Hebrock серии AKV 3000. Состоит из двух высокочастотных 250 Гц электродвигателей c частотой вращения 18000 об/мин. Электродвигатели устанавливаются на систему точно позиционирование с возможностью регулировки вертикальный, горизонтальный плоскости и регулировкой угла наклона до 20° градусов. Узел оснащен дисковыми вертикальными и плоскими горизонтальными копирами с системой регулировкой в вертикальной и горизонтальной плоскости по цифровым счётчикам. Дисковые копиры имеют систему самоочистки. Узел подключён к общей системе аспирации станка через патрубки.
Узел снятия свесов по пласти прямыми фрезами Кромкооблицовочный станок HEBROCK AKV 3005 DK состоит из двух отдельных фрезерных узлов, прикрепленных к отдельным вертикальным креплениям. Фрезеры состоят из высокочастотных двигателей, которые не требуют постоянного технического обслуживания и получают электропитание от частотного преобразователя (инвертора). Фрезеры работают со встречным вращением, т.е. двигатель верхней фрезы вращается влево, а двигатель нижней фрезы – вправо, если смотреть с конца транстортёрной ленты.
Фрезерование осуществляется с ориентацией на заготовку, т.е. заготовка ощупывается с обеих сторон копировальными роликами. В соединении с фиксированной боковой направляющей данная система копирования гарантирует постоянный равномерный характер фрезерования поверхности.
Узел предназначен для чистового снятия свесов по пласти на кромках ПВХ, АБС радиусными фрезами радиусом от 1 до 3мм. оснащёнными сменными пластинами.
Устанавливается на станки Hebrock серии AKV 3000. Состоит из двух высокочастотных 250 Гц электродвигателей c частотой вращения 18000 об/мин. Электродвигатели устанавливаются на систему точно позиционирование с возможностью регулировки вертикальный, горизонтальный плоскости и регулировкой угла наклона до 20° градусов. Узел оснащен дисковыми вертикальными и плоскими горизонтальными копирами с системой регулировкой в вертикальной и горизонтальной плоскости по цифровым счётчикам. Дисковые копиры имеют систему самоочистки. Узел подключён к общей системе аспирации станка через патрубки.
Фрезерный узел состоит из двух отдельных фрезерных узлов, прикрепленных к отдельным вертикальным креплениям. Фрезеры состоят из высокочастотных двигателей, которые не требуют постоянного технического обслуживания и получают электропитание от частотного преобразователя (инвертора). Фрезеры работают со встречным вращением, т.е. двигатель верхней фрезы вращается влево, а двигатель нижней фрезы – вправо, если смотреть с конца транстортёрной ленты.
Назначение: Узел закругления углов предназначен для закругления углов заготовок. Может обрабатываться только кромочный материал толщиной 2-3 мм и заготовки с максимальной толщиной 40 мм. Все углы заготовки должны быть прямоугольными и ровными.
Узел обкатки состоит в общей сложности из 5 направляющих и других подвижных элементов. Горизонтальная направляющая деталь является основной частью узла закругления углов. На ее левой стороне находятся два направляющих вала, на которых перемещается вверх и вниз вертикальная каретка. На вертикальной каретке находятся еще два направляющих вала, на которых находится копировальная каретка, для отклонения фрезерного двигателя при обработке заготовки. Копировальная каретка, соединенная с копировальной направляющей, обеспечивает посредством регулируемой пружины равномерное прижимное давление фрезерного двигателя на заготовку. На передней стороне горизонтальной каретки установлены два направляющих вала для копировальной каретки, которая перемещает закрепленный на ней копирный щуп в нижнее или верхнее положение в зависимости от рабочего цикла.
Технические характеристики: мощность двигателя : 1 x 0.37 кВт Скорость : ок. 18000 об./мин. Включение узла обкатки. После того как будет включен станок, можно включать узел закругления углов. Сначала нажмите многофункциональную кнопку (SA24) на панели управления. Фрезерный двигатель запустится, и узел обкатки будет готов к работе. Фрезерный двигатель начинает работу только в сочетании с многофункциональной кнопкой (SA24). Узел закругления углов выключается также с помощью многофункциональной кнопки (SA24) Рекомендуется сначала обработать обе короткие стороны заготовки, так как это более удобно во время обкатки углов иметь большую опорную поверхность. Затее включается узел обкатки и обрабатываются две продольные стороны. Если заготовка уже оклеена со всех сторон, узел для закругления углов может использоваться также для дополнительной обработки.
Узел предназначен для циклевания шероховатостей на кромочном материале после обработки фрезерным узлом снятия свесов по пласти радиусными фрезами на кромках ПВХ, АБС.
Устанавливается на станки Hebrock серии AKV 3000. Узел предназначен для чистовой обработки фрезерованных радиусов на кромках ПВХ, АБС толщиной 1 - 3 мм. Узел оснащен дисковыми вертикальными и плоскими горизонтальными копирами с независимой системой регулировки по системе копиров в вертикальной и горизонтальной плоскости. Узел оснащён цифровыми счётчиками. Дисковые копиры имеют систему самоочистки. Узел подключён к общей системе аспирации станка через патрубки. Оснащается твёрдосплавнами ножами.
Профильная радиусная цикля Назначение: циклевальный узел служит для сглаживания предварительно обработанных фрезой радиусных пластиковых кромок, из АБС или ПВХ. Цикля предустановливается на заводе изготовителя под толщину кромки, требуемую клиентом. С помощью цифровых индикаторов (счетчики Siko) может сделать новую регулировку, например, после смены инструмента. Регулировочные элементы не предусмотрены для постоянной регулировки цикли под различные толщины кромки.Защитное управляющее устройство предотвращает столкновение не фрезерованной заготовки с циклевальном агрегатом, что предотвращает его повреждение. Следует выбирать толщину стружки такого размера, чтобы образовывалась тонкая непрерывная стружка около 0,1 мм.
Узел убирает шероховатости на кромочном материале после фрезерного узла снятия свесов по пласти прямыми фрезами на кромках ПВХ, АБС. Устанавливается на станки Hebrock серии AKV 3000. Узел предназначен для чистовой обработки фрезерованных кромок ПВХ, АБС толщиной 0,4мм. Узел является эксклюзивной и запатентованной разработкой завода Hebrock. Узел подключён к общей системе аспирации станка через патрубки.
Устанавливается на станки Hebrock серии AKV 3000. Состоит из двух асинхронных электродвигателей и кронштейнов для точной установки по высоте и углу поворота к обрабатываемой заготовке. На электродвигатели устанавливаются полировальные круги наружным диаметром 150 миллиметров и посадочным диаметром 25 мм., для полировки свесов кромочного материала по пласти после фрезеровки узлами снятие свесов кромочного материала по пласти и циклёвки. Скорость вращения электродвигателей 1500 об./мин.
Узел предназначен для изготовления продольного паза шириной до 10 мм в пласти заготовки. Пазы используются, как правило, шириной 4мм для установки задней стенки в корпусной мебели. Устанавливается на станки Hebrock серии AKV 3000. Состоит высокочастотного 200 Гц электродвигателя c частотой вращения 16000 об/мин мощьностью 2.2 к.Вт. Узел подключён к общей системе аспирации станка через патрубок. Имеют систему очистки формируемого паза.
Поддержка заготовки предназначена для поддержки габаритных заготовок и оснащённая пластиковыми роликами.